
Hur väljer jag processen för förebyggande av filterpåse?
2024-09-27
Som vi nämnde tidigare finns det tre processer att undvikafilterpåseläckage. Hot smältbehandling är den bästa metoden, med låg kostnad och god läckoförebyggande effekt. När varm smältprocess inte kan användas, hur ska vi välja de återstående två processerna? Genom att ta rökgasen från koleldade kraftverk som ett exempel utvärderar följande beläggningsprocessen och PTFE-bandprocessen från de två aspekterna av värmebeständighet och syrakorrosionsbeständighet, vilket ger en referens för valet av filterpåse-läckoförebyggande åtgärder.
1 PTFE -tejp värmemotstånd
Rökgasstemperaturen för koleldade kraftverk är vanligtvis över 100 ° C, och i vissa speciella arbetsförhållanden kan den nå 170 ° C, och den omedelbara driftstemperaturen kan till och med nå över 200 ° C. Filterpåsar som används i termiska kraftverk måste kunna arbeta i miljöer med hög temperatur. För att simulera den höga temperaturmiljön i faktiska arbetsförhållanden placerades testproverna med en specifikation av 5 × 5 cm i en hög temperaturugn, och deras utseendeförändringar observerades efter värmebehandling vid 200 ° C under 24 timmar. Såsom visas i figur 2.1, från jämförelsen av proverna som behandlades med limbeläggningen och PTFE-bandprocessen före och efter hög temperaturbehandling, kan man se att utseendet färgen på det limbelagda provet svängde lätt gult, men tätningsmedlet var fast bundet till filtermaterialets substrat; Medan PTFE -bandet krympade avsevärt, och uppenbara mörkgula ämnen ozade ut ur kanten av PTFE -bandet. Därför kan det förklaras att sammansmältningen av PTFE-tejpen och sömmen inte är baserad på den termiska sammansmältningen av PTFE och underlaget, men på vidhäftningen av limet, och denna typ av lim är inte lämplig för högtemperaturmiljöer.
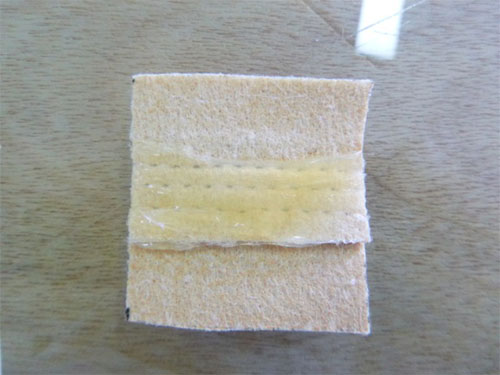
Figur 1 Prov efter hög temperaturbehandling (den övre bilden visar belagd med lim, och den nedre bilden visar PTFE -tejp)
2 Syrkorrosionsmotstånd
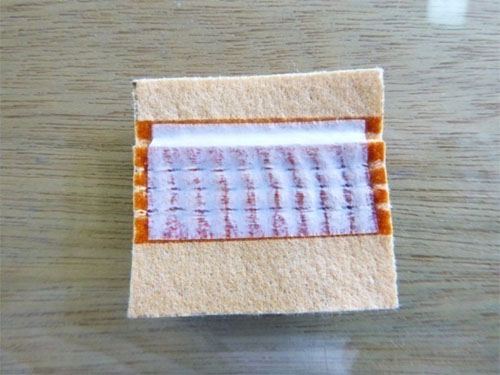
Svavel produceras när kol bränns och sedan bildas svavelsyra med starka frätande egenskaper efter oxidation och kontakt med vatten, vilket kommer att ha en viss effekt på tätningsmedlet och PTFE -tejp som används för att täta nålhål. För att simulera den syra frätande miljön under faktiska arbetsförhållanden placerades ett prov med en specifikation av 5 x 5 cm i en 35% svavelsyralösning och observerades för betydande förändringar efter 24 timmars nedsänkning. Såsom visas i figur 2.3 har provet som behandlas med lim ingen uppenbar färgförändring i utseende efter kontakt med svavelsyralösningen, och kolloiden är något klibbig, men tätningsmedlet kan fästas fast vid filtermaterialets underlag; Provet som behandlas med PTFE -tejp är fristående efter kontakt med svavelsyralösningen och är nästan separerad från substratet för filtermaterialet. Anledningen kan vara att limet av PTFE -tejp inte är resistent mot syrakorrosion, vilket leder till skalning av PTFE -tejp. Därför är det mer lämpligt att använda limbeläggningsprocessen i tekniska applikationer där PTFE -band är benägna att skala av i starka syra frätande miljöer, vilket leder till risken för tätning av tätning och dammläckage.


Figur 2 -prover efter svavelsyratbehandling (den övre bilden visar belagd med lim, och den nedre bilden visar PTFE -tejp)
Sammanfattningsvis visar experimentella jämförelser att värme- och syremotståndet för limbeläggningsprocessen är överlägsen PTFE -bandprocessen.
3. Typisk fallanalys
Efter ett års användning hade kundens filterpåse med PTFE -band många problem.
Vi märkte attfilterpåseHade ett antal PTFE -tejpbulder och tappning på utsidan. Detta var på pinhole, påsar, väskkropp och botten av påsen. Figur 3.1 visar PTFE -tejpen utbuktning i påsen. Tejpen utbuktas, faller av och lämnar mycket damm inuti. När vi tittade på det under ett mikroskop kunde vi se att dammet hade spridit sig till kanten av nålhålet och kom in i det lokala nålhålet.


Bild 3.1 PTFE -band Bulging i en del av filterpåsen (den övre bilden är den övergripande effektbilden, den nedre bilden är ett partiellt mikroskopförstärkt bild)
4 Slutsats
Filterpåse som kärnkomponenten i påsfilter,filterpåsestitching at the pinhole may appear dust leakage, in order to reduce the risk of dust leakage caused by excessive emissions, must be grasped from the source of the filter bag leakage production to meet the requirements of the use of the filter bag stitching preferred hot melt process, when it is not possible to use the hot melt process for stitching, you can choose to use adhesive coating process and PTFE tape process. Experimentella resultat visar att limbeläggningsprocessen har bättre värmebeständighet och syrakorrosionsbeständighet än PTFE -bandprocessen. Dessutom finns det en risk för att PTFE -tejp skalar av och dammpenetrering genom pinhålen i praktiska tillämpningar av PTFE -band. Därför, när det inte är möjligt att använda den heta smältprocessen, måste du välja en pålitlig, stark limbeläggningsprocess, måste valet av PTFE -bandprocess vara försiktig.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy