
Alternativ för förebyggande av filterpåse i koleldade kraftverk: Jämförelse av limbeläggningsprocess och PTFE-bandansökningsprocess
2025-02-25
Generellt sett föredras varmmältprocess förfilterpåseLäckageförebyggande, och när varmmältprocess inte kan användas, kan limbeläggningsprocess eller PTFE-bandprocess väljas. På grund av de komplexa rökgasförhållandena och den hårda miljön hos koleldade kraftverk utvärderade vi limbeläggningsprocessen och PTFE-bandprocessen i termer av värmebeständighet och syrakorrosionsbeständighet för att ge en referens för valet av förebyggande av förebyggande av påse.
1 PTFE -tejp värmemotstånd
Rökgasstemperaturen för koleldade kraftverk är vanligtvis över 100 ℃, vissa speciella förhållanden kan nå 170 ℃ och den omedelbara driftstemperaturen kan till och med nå mer än 200 ℃. För att simulera de faktiska arbetsförhållandena för hög temperaturmiljö, specifikationen av 5 × 5 cm testprover placerade i en hög temperaturugn, värmebehandling vid 200 ℃ under tillståndet 24 timmar för att observera dess uppenbara förändringar. Såsom visas i figur 1, från jämförelsen av proverna belagda med lim- och PTFE -tejp före och efter behandling med hög temperatur, kan man se att utseendet på de limbelagda proverna blev något gulaktiga i färg, men tätningsmedlet var fast bundet med substratet på filtermaterialet; Medan PTFE -bandet genomgick uppenbar krympning, och kanterna på PTFE -tejpen utstrålade en uppenbar mörkgul substans. Därför kan det visas att fusionen av PTFE -band och sömmar inte är beroende av den termiska fusionen av PTFE och underlaget men på limet, som inte är lämpligt för miljöer med hög temperatur.
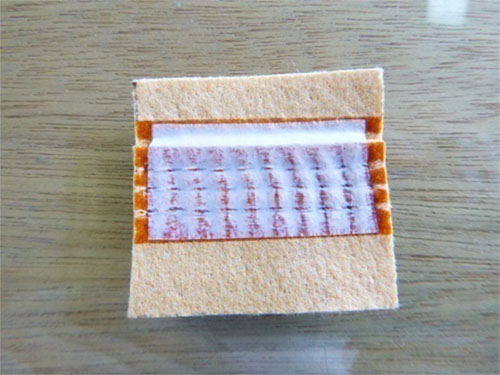
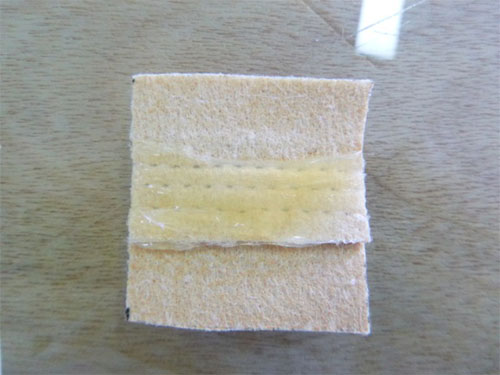
Fig. 1 Prover efter hög temperaturbehandling (vänster bild belagd med lim, höger bild med PTFE-band)
2. Syremotstånd
Svavel i kol bränns för att generera SO2 och oxideras sedan och kontaktas med vatten för att bilda mycket frätande svavelsyra, vilket kommer att ha en viss effekt på tätningsmedlet och PTFE -tejp som används för tätning. För att simulera de faktiska arbetsförhållandena i syrakorrosionsmiljön, nedsänks specifikationen av 5 × 5 cm testprover placerade i 35% svavelsyralösning, nedsänkt i 24 timmar för att observera de uppenbara förändringarna. Såsom visas i figur 2, proverna som bearbetas genom limbeläggningsprocessen efter behandling med svavelsyralösning, förändras inte färgens utseende signifikant, limet är något klibbigt, men tätningsmedlet kan vara fast bundet med filterunderlaget; PTFE-bandbearbetade prover som bearbetas av svavelsyralösningen, PTFE-tejpen faller av, och filterunderlaget är nästan separerat, vilket kan bero på limet av PTFE-tejpen inte är syratesistent som leder till fallet från PTFE-tejpen. Därför är PTFE -tejp i tekniska tillämpningar benägna att falla av i syra frätande miljöer, vilket resulterar i tätningsfel och risken för dammläckage, så limbeläggningsprocessen är mer lämplig för starka syra frätande miljöer.


Fig. 2 Prover efter behandling med svavelsyra (vänster bild belagd med lim, höger bild med PTFE -tejp)
Sammanfattningsvis kan genom testjämförelsen konstateras att limbeläggningsprocessen har bättre värmebeständighet och syrorrosionsbeständighet jämfört med PTFE -bandprocessen.
3. Typisk fallstudie
En panna i Hengyang City, Hunan -provinsen, som använde filterpåsen som behandlades med PTFE -bandprocess vid hålen på tillverkaren A, togs i drift i september 2016 och enfilterpåsevaldes slumpmässigt för testning och utvärdering efter 12 månaders drift.
Från utsidan av filterpåsen förseglas filterpåse -pinhålet med PTFE -tejp, och huvudet, kroppen och botten av påsen visar flera utbuktning och skalning av PTFE -tejp. Såsom visas i figur 3.1 utbuktades PTFE -tejpen vid den lokala positionen för påsen. På grund av utbuktningen och fallet av PTFE -tejpen förblev en stor mängd damm inuti påsen, och under mikroskopet observerades det att dammet hade spridit sig till kanten av nålhålen, och de lokala nålhålen kunde ses att ha uppenbar damminfiltration.


Fig. 3 PTFE -tejp Bulging vid den lokala positionen för filterväskan (vänster bild visar den totala effekten, den högra bilden visar det lokala mikroskopförstoringen)
4. Slutsats
FilterpåseSom kärnkomponenten i påsfilter, kan filterpåse -sömnad pinhål verkar dammläckage, för att minska risken för dammutsläpp som orsakas av utsläpp av överdriven standarder, måste greppas från källan till filterpåse -läckage -produktion i linje med kraven på att använda filterpåse -föredragen termisk fusionsteknik, när det inte är möjligt att använda den termiska sammansmältningen, du kan välja att välja BAILE -bindning och paste -bond och PASSIVE -bond och PASTE -bond och PASSIVE -bond och PASSIVE PASTE PASTE PASTE PASTE PASTE PASTE PASTE PASTE PASE PASTE PASTE PASTE PASTE PASTE PASTE PASE PASE PASTE process. De experimentella resultaten visar att limbeläggningsprocessen har bättre värmebeständighet och syrakorrosionsbeständighet än PTFE -bandprocessen; Och det finns en risk att PTFE -bandet kommer att falla av och damm kommer att tränga igenom pinhålen när PTFE -bandprocessen faktiskt tillämpas. Därför, när den heta smältprocessen inte kan användas, måste en mer pålitlig limbeläggningsprocess användas och PTFE -bandprocessen måste väljas noggrant.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy